Welcome to IgMin Research – an Open Access journal uniting Biology, Medicine, and Engineering. We’re dedicated to advancing global knowledge and fostering collaboration across scientific fields.
At IgMin Research, we bridge the frontiers of Biology, Medicine, and Engineering to foster interdisciplinary innovation. Our expanded scope now embraces a wide spectrum of scientific disciplines, empowering global researchers to explore, contribute, and collaborate through open access.
Welcome to IgMin, a leading platform dedicated to enhancing knowledge dissemination and professional growth across multiple fields of science, technology, and the humanities. We believe in the power of open access, collaboration, and innovation. Our goal is to provide individuals and organizations with the tools they need to succeed in the global knowledge economy.
IgMin Publications Inc., Suite 102, West Hartford, CT - 06110, USA
Issues of maintenance of manufacture adaptability are considered in the article on an example of roller squeezing machines; recommendations to increase the manufacture adaptability of designs are offered. The geometry and kinematics of the attachment points of the base plate of a vertical-type squeezing roller machine are considered.
In the transition to a market economy, numerous problems arise in leather and footwear enterprises and production that require timely solutions. One of them is conducting research related to developing new technologies and ensuring high efficiency of scientific research. Leather and footwear production is a complex and dynamic socio-economic system in a state of progressive development: advanced processes replace outdated ones, new facilities are put into operation, old tanneries are modernized, etc. An important direction of this development is the improvement of production technologies, which includes significant changes [1-4].
The production dynamics of the enterprise make the structure of material resource analysis tasks variable.
The design novelty is considered one of the main principles for the appropriate technical preparation of production. In this case, continuity is equivalent to technological rationality, as it characterizes the multiple applicability of solutions used in production and operation [5-7].
An important role is played by the continuity of the design, which is a set of product properties that express its manufacturability from the point of view of the unity of repeatability and variability of the adopted engineering solutions. These properties, in particular, characterize the unity of repeatability of the parts in a given design version; the unity of repeatability and variability of the technological methods of manufacturing its elements [8-12].
Comprehensive studies were conducted to obtain the greatest economic effect, domestic and foreign experience was summarized, and measures were developed to improve the manufacturability of roller machines.
Manufacturability requirements should be met at all stages of creating new designs. The primary role in ensuring it belongs to the designer, who must consider technical and economic feasibility and be able to find and use engineering solutions ensuring technical and economic indicators with minimum expenditure of resources and energy [13-19].
One of the effective ways to improve the efficiency of structures in the designing stage is to consider several design options and determine the best one since design options for the same functional purpose may differ in the operating principle, type of mechanisms used, principle of working body motion, dimensions, material consumption, weight, etc. [20-26].
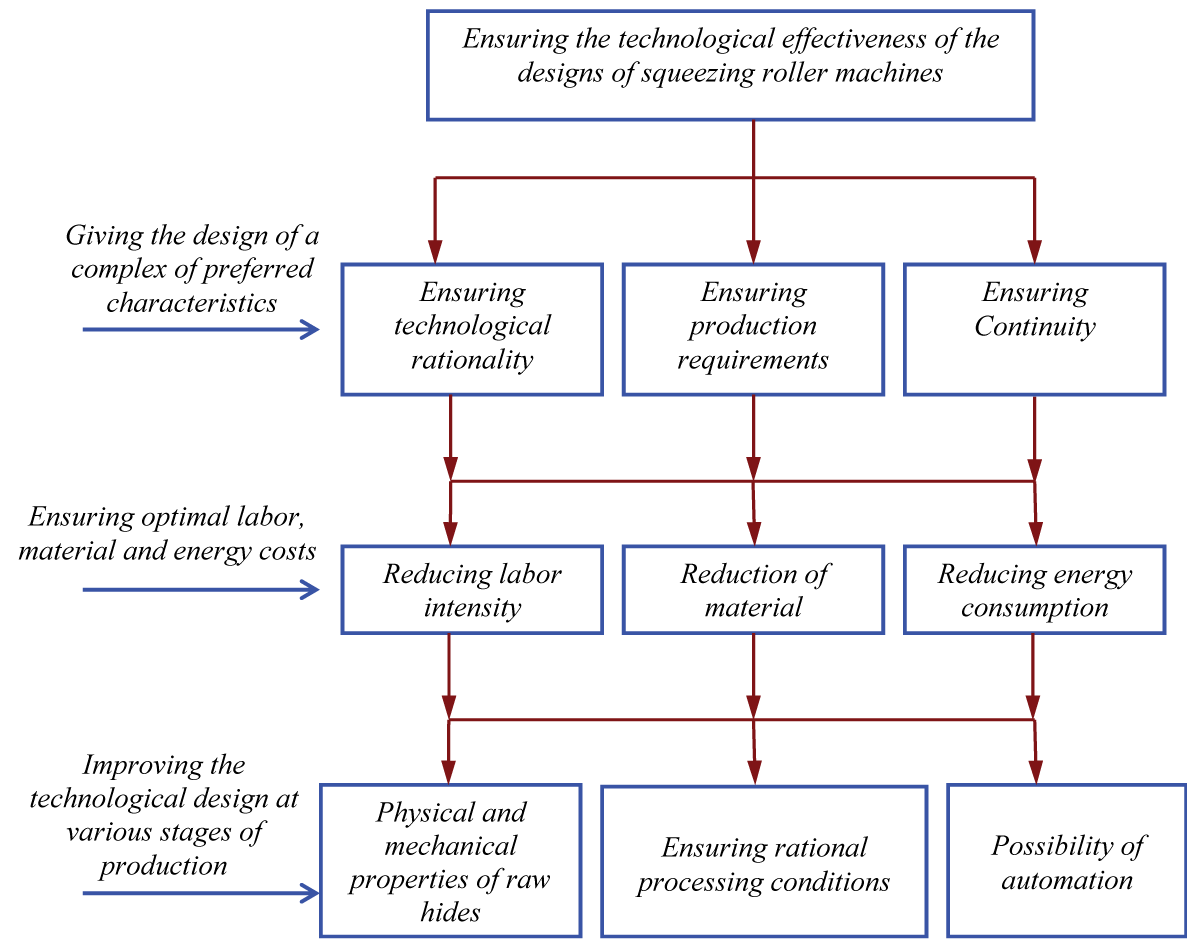
The design of roller machines is developed by incorporating a set of properties that ensure technological rationality and continuity. These designs lead to changes in processing methods, decreased labor intensity, shortened processing cycles, and reduced material consumption of structures, equipment, and other potential resource savings (Figure 1).
Figure 1: Scheme to ensure the technological efficiency of designs of squeezing roller machines.
The manufacturability of designs can be observed in various aspects of the production process. The designer needs to consider technological rationality and continuity in the design, while also taking into account other potential areas where manufacturability can be demonstrated [27-33].
Roller squeezing machines are used to extract moisture from semi-finished leather products since subsequent technological processes and their quality depend on this factor (the quality of squeezing). In addition, in the process of removing moisture in horizontal-type roller machines, defects (wrinkles, folds, etc.) are often formed on the surface of the semi-finished leather product. These defects are eliminated using various straightening mechanisms, which leads to complex designs and actuators of roller squeezing machines. To solve this problem, we propose a new design of a vertical-type squeezing machine. In developing a new design of a vertical roller machine, we propose the use of new special units and mechanisms that allow for high-quality squeezing of the semi-finished leather product. Based on the results of the analysis of existing methods of mechanical processing of semi-finished leather products and designs of squeezing machines, we concluded that all the shortcomings present in the designs of horizontal squeezing machines and the technology for mechanical processing of semi-finished leather products can be eliminated by feeding the skin into the squeezing zone along a vertical plane [34-39].
This technology has the following advantages [40-44]:
1. The number of technological operations is reduced;
2. The pressure arising during the squeezing process between the squeezing rollers is reduced;
3. The productivity of the squeezing machine increases;
4. Such actuators as the straightening mechanism and the transition zone mechanism are analyzed in the design of the squeezing machine;
5. There is no accumulation of moisture in the squeezing zone in front of the squeezing rollers since the extracted moisture quickly flows down due to its weight;
6. The machine's design is made simpler due to its weight;
7. It is easy and environmentally friendly in maintenance and ensures better maintainability.
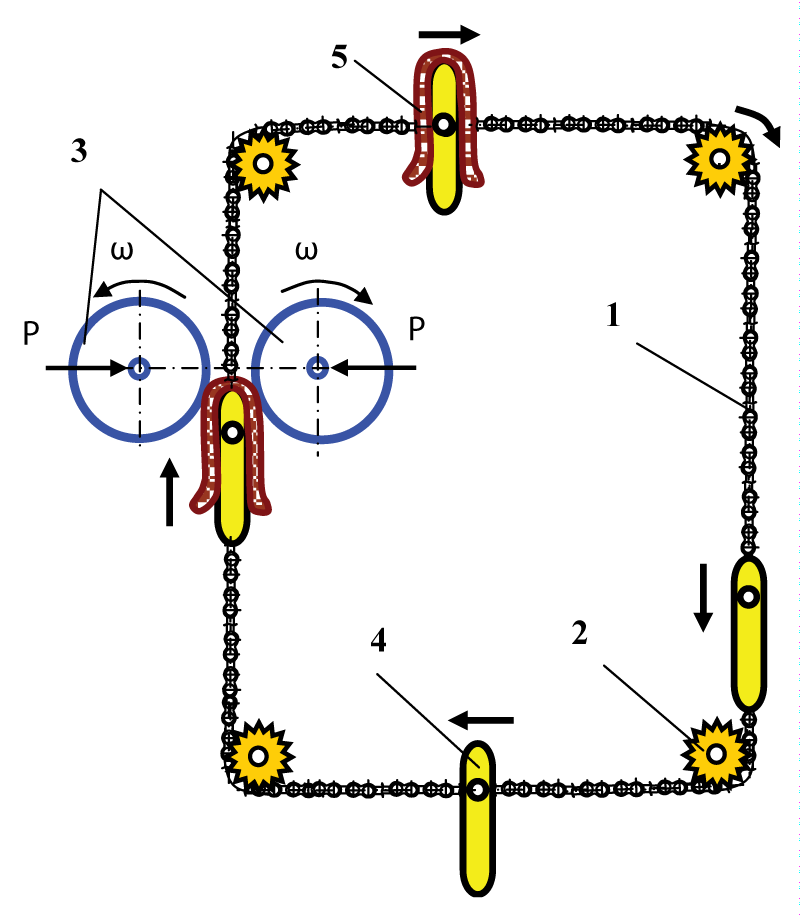
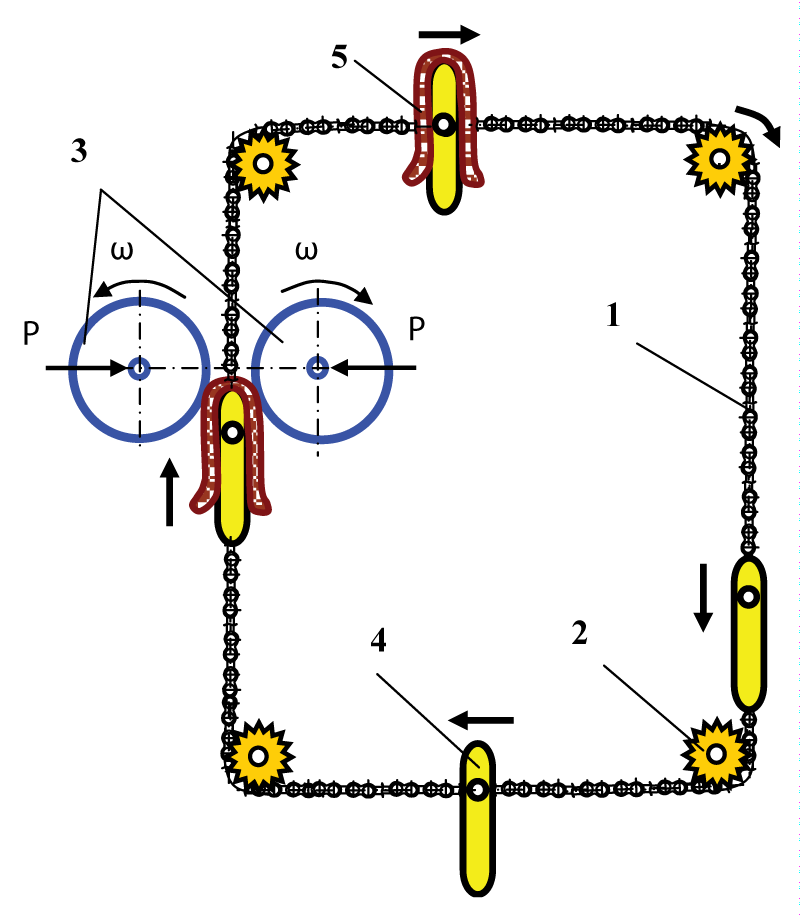
Considering the above, a new technology for the mechanical processing of leather semi-finished products was developed. The setup consists of the following (Figure 2): 1 - chain: 2 -sprockets: 3 - squeezing rollers: 4 - base plate: 5 – leather semi-finished product [45-48].
Figure 2: Feed mechanism of a vertical roller machine.
1. The processed leather semi-finished product is fed in the bend into the processing zone along a vertical plane using a base plate;
2. The semi-finished leather product enters the squeezing zone along the vertical plane, where two working rollers, located on the horizontal plane, squeeze it.
3. The semi-finished leather product after leaving the squeezing zone is removed from the squeezing machine by the service personnel.
The rawhides processed to turn to finished leather must meet operational requirements (for example, the quality) and the squeezing technology. The quality of the raw leather changes depending on the conditions of its deformation, the feed rate, angular velocities of the working rollers, the pattern of acting forces, the method of their application, etc. [49-55].
Thus, after reviewing the scheme in Figure 2, we can conclude that in order to enhance the technological efficiency of new designs, it is essential to replace complex designs with simpler ones and simplify the manufacturing process, thereby reducing metal consumption and labor costs.
The vertical-type squeezing machine consists of chains and sprockets, where the A and B axes of the base plate carrying the semi-finished leather product are attached to the pins of the chains (Figure 2). Our task is to find the pattern of motion of points A and B. Since these points perform spatial movement, we derive the laws of movement of points A and B by dividing the segments in given relationships. For this, we use the following diagrams:
In these expressions, λZY, λZX, and λYX have values of 0, 1, and 2. For 0, the coordinates will be at points A1ZY, A1ZX, A1YX. If these values are equal to 1, then the coordinates will be at the midpoint of the straight line. In the case of λ = 2, the coordinates will be at the end point of the straight line.
Thus, for each section, we have coordinates of points A and B.
Considering that A1YAZY = VZYt; A1ZAZX = VZXt; A1YXAYX = VYXt and substituting the values of λ into these expressions, we obtain the projections of the velocities of points AZY; AZX; AYX on the coordinate axes.
Differentiating with respect to time t, we obtain the projections of the velocities on the planes ZOY, ZOX, and YOX, for each section, and as for the velocities on the surfaces of gear wheels, then rkω = VA; rkω = VB.
Thus, we find the coordinates of point B. This allows us to compare the velocities of points A and B and determine the difference in the velocities of attachment points A and B.
The results of the experimental study are presented below. Table 1 shows the experimental data on squeezing wet leather between rotating metal rollers, with a roller diameter of D = 110 mm, a roller rotation velocity of V = 17 m/min, and a pressure between the rollers of P = 18 kN/cm.
Table 1: Results of squeezing leather samples between rollers at a velocity of V = 17 m/min.
Experiment repeatability
1
2
3
4
5
6
7
8
9
10
Gн
85.3
104.6
74.5
96.8
93.5
99.9
81.3
86.6
83.3
109.6
Gк
74.4
89.0
66.1
84.3
82.5
85.0
72.8
73.6
67.4
88.5
ΔG
10.9
15.6
8.4
12.5
11.0
14.9
8.5
13.0
16.0
21.1
ΔG, %
12.78
14.91
11.75
12.91
11.76
14.91
10.46
15.01
19.18
19.25
Gн – the initial weight of the skin; Gк – the final weight of the skin;
ΔG – the difference between the initial and final weights;
ΔG, % – the difference between the initial and final weights, in percent.
Table 2 shows the experimental data on squeezing wet skin between metal-ceramic rollers, with a roller diameter of D = 250 mm, a roller velocity of V = 22 m/min, and a pressure between the rollers of P = 18 kN/cm.
Table 2: Results of squeezing leather samples between rollers at a speed of V = 22 m/min.
Experiment repeatability
1
2
3
4
5
6
7
8
9
10
Gн
90.5
102.7
111.1
83.8
93.0
106.8
75.1
101.3
91.7
96.0
Gк
78.6
89.5
89.9
74.5
75.2
94.1
67.4
89.0
81.3
83.7
ΔG
11.9
13.2
21.2
9.3
17.8
12.7
7.7
12.3
10.4
12.3
ΔG, %
13.15
12.85
19.08
11.09
19.14
11.89
10.25
12.14
11.34
12.81
Based on the results of the experimental study, we derived equations for the dependence of the amount of liquid removed from wet leather on the change in pressure P = 18 kN/cm between the rollers at a rotation velocity of the working rollers of V = 17 m/min.
ΔW1 = 17.76 + 0.187·P + 0.0004·P2 (1)
We derive an equation for the dependence of the amount of liquid removed from wet leather on the change in pressure P = 18 kN/cm between the rollers at a rotation velocity of the working rollers of V = 22 m/min.
ΔW2 = 16.35 – 0.5355·P + 0.02375·P2 (2)
The experimental results were processed using the method of analytical geometry. Equations were derived to describe how the amount of liquid removed from wet leather depends on the change in pressure between the rollers at feed rates of 17 m/min (1) and 22 m/min (2), with a pressure of the working rollers set at 18 kN/cm.
In the qualitative assessment of the manufacturability of the designs of squeezing roller machines, the cost of finished leather is mainly affected by the coefficient of utilization of raw leather, the labor intensity of the operations of mechanical processing, the time for preparing the production, and the duration of the processing cycle.
The base plate axis fastening can be made in different versions:
1. The solid axis passes through the center of the base plate, and the ends of the axis extend symmetrically from both sides. The axis is positioned closer to the front of the base plate and is rigidly attached to the traction chains. It is installed on the base plate with a rigid fit and cannot roll.
2. The base plate is connected to the half-rollers, which are located closer to the front of the base plate. The output ends of the half-rollers are securely attached to the traction chains and cannot roll.
3. The solid axis passes through the center, with the ends extending symmetrically from both sides. The base plate's axis is installed on rolling bearings and is positioned closer to the front. The output ends are firmly attached to the traction chains. The base plate is capable of rotating around its axis.
4. The base plate is attached to the half-rollers by rolling bearings. The roller axes are located closer to the front of the base plate and can roll around their axis; the output ends of the roller axes are rigidly attached to the traction chains.
5. The solid axis passes through the center, and the ends of the axis are made in the form of an elbow and extend symmetrically from both sides. The axis of the base plate is installed on rolling bearings and positioned closer to the front. The output ends are rigidly attached to the traction chains. The base plate can roll around its axis.
6. The base plate is attached to roller axes, the output ends of which are made in the form of an elbow. The cranked roller axes are located closer to the front and attached to the base plate by rolling bearings. The output ends of the roller axes are rigidly attached to the traction chains, and the base plate can roll around its roller axes.
7. The solid axis of the base plate can be made movable in the form of a rod. Hooks are mounted parallel to the chains, onto which the output ends of the base plate axis are seated. The axis is mounted on the base plate with a rigid fit. This design of the base plate axis fastening significantly facilitates the loading/unloading of the leather semi-finished product onto/from the base plate. The leather semi-finished products are preliminarily hung crosswise on the base plates and are alternately brought to the engagement zone by the hooks of the traction chains.
8. The base plate axis fastening can be made in various options: rigid, rotary, and movable.
9. It was determined experimentally that a roller pressure of 18 kN/cm can be used to squeeze liquid from wet leather, ensuring the required moisture content in the processed leather at a feed rate of 17 m/min.
Rigid fastening of the base plate axis to the traction chains is difficult to dismantle and poorly maintainable.
Rotary fastening can be made in the form of the hinged, ball, and other joints.
Nabiev A, Rakhmonov K. Issues of Manufacturability of Roller Machines. IgMin Res. October 17, 2024; 2(10): 812-817. IgMin ID: igmin252; DOI:10.61927/igmin252; Available at: igmin.link/p252
Address Correspondence: Ayder Nabiev, Institute of Mechanics and Seismic Stability of Structures named after M.T.Urazbaev, Uzbekistan Academy of Sciences, Tashkent, Uzbekistan, Email: [email protected]
How to cite this article: Nabiev A, Rakhmonov K. Issues of Manufacturability of Roller Machines. IgMin Res. October 17, 2024; 2(10): 812-817. IgMin ID: igmin252; DOI:10.61927/igmin252; Available at: igmin.link/p252