Welcome to IgMin Research – an Open Access journal uniting Biology, Medicine, and Engineering. We’re dedicated to advancing global knowledge and fostering collaboration across scientific fields.
Welcome to IgMin, a leading platform dedicated to enhancing knowledge dissemination and professional growth across multiple fields of science, technology, and the humanities. We believe in the power of open access, collaboration, and innovation. Our goal is to provide individuals and organizations with the tools they need to succeed in the global knowledge economy.
IgMin Publications Inc., Suite 102, West Hartford, CT - 06110, USA
The article discusses the methods for determining the maturity of grain and describes its behavior during harvesting, to optimize the selection of the grain moisture state, discusses the requirements for the choice of measurement method and the design of moisture control measuring devices, as well as its high accuracy and the possibility of measuring from field conditions, collection, storage, transportation, and industrial processing and release of finished products of granular materials.
The purpose of the study is to improve the efficiency of control and management of complex technological processes and moisture control devices for granular bulk materials of plant origin through the development of systems for automatic and automated control of the electrophysical characteristics of grain products and to increase the reliability of quantitative and qualitative assessments of production and technological measurement information. To achieve this goal, it is necessary to conduct analytical and experimental studies of the possibility of creating an express method for controlling the moisture content of grain and products of their industrial processing and the development of a moisture meter for automated control of raw material parameters during acceptance and storage at grain processing enterprises. The article discusses the scientific and methodological foundations for measuring the electrophysical characteristics of grain products of agricultural production and the implementation on this basis of the functional subsystem of information support by the Automated Process Control System for Controlling the Mass Ratio of Moisture of Plant Origin Materials.
A critical analysis of the current state of the theory and practice of automatic control of electrophysical characteristics of grain products and the identification of the trend of their further development and improvement are carried out. A mathematical model of the interaction of a high-frequency field with a granular material has been constructed, where the influence of the elastic properties of the grain on the electrical characteristics of the electromagnetic wave, which distinguishes its behavior in the field of a high-frequency wave from many other dielectrics, has been substantiated, and the influence of a large number of various disturbing factors has been studied, often the measurement results cannot be applied in the control of the technological process due to the uneliminated error, which is the cause of inaccurate information. Primary measuring transducers of electrophysical parameters of grain products are proposed, and their mathematical models are considered. A functional scheme of the measuring device based on the dielcometric method of moisture control of grain and granular materials has been developed, and metrological characteristics have been given.
Today, in the Republic of Uzbekistan, one of the important issues of storage of products of the agro-industrial complex is the storage of grain crops. At the same time, it is important to be aware of the risks associated with temperature and humidity deviations from the required values. High temperature or high humidity means that the grain is at risk of insect infestation or fungal growth [1].
The results of the development of social production as a whole depend on the quality of the grain, the conditions of its production, and storage. The increased interest in the technical regulation of the grain market is caused by the globalization of trade. Developed countries use it as a way to protect their grain producers in foreign and domestic markets, increasing their competitiveness. Almost every elevator, flour mill, cereal, and feed mill has production laboratories, but not all of them have a sufficient arsenal of laboratory equipment, devices, and most importantly - highly qualified specialists, and have been accredited in accordance with the established procedure [2].
In this regard, the complex problem of studying methods and their instrumental implementation for express moisture measurement and determining the quality of the material under study based on the electrophysical parameters of grain products, as well as the use of control devices as part of the subsystems of measurement and information support of the Automated Process Control System (APCS) seems to be poorly studied, relevant and timely.
The purpose of this article is to analyze the methods used to control the moisture content of grain and grain products and to improve the efficiency of control and management through the development and implementation of instrumentation for their operation as part of an automated process control system.
The National Research University “Tashkent Institute of Irrigation and Agricultural Mechanization Engineers” (Republic of Uzbekistan) conducts research on the analysis of the current state of the theory and practice of automatic control of the electrophysical characteristics of grain products and the identification of trends in their further development and improvement
The analysis of literature sources [3-15] shows that the existing methods of moisture control of grain and grain products do not meet the requirements of the industry not only in terms of expressiveness but also in terms of accuracy. In this regard, there is a need to conduct a theoretical study, choose a method, and substantiate the system methodology for studying the electrophysical parameters of grain products as an object of moisture measurement and create on their basis express devices for measuring moisture, starting from harvesting in the field to industrial processing of grain products.
To achieve this goal, the main task is to develop a study of the electrophysical parameters of grain depending on moisture and other technological parameters (temperature, density, chemical composition of the material, etc.) in the field of electromagnetic waves under consideration and the influence of these uninformative parameters on the electrophysical characteristics of materials under the conditions of the selected range of electromagnetic waves.
The materials in question are multicomponent, and in addition, it is heterogeneous in their composition and properties and are obtained by flotation of 5 - 6 components. The listed features of the materials under consideration are of great importance and must be taken into account when choosing a measurement method and developing moisture control devices.
However, today developers of humidity control devices do not have a unified approach to both the choice of method and instrumentation. If we analyze the state of moisture metry for the materials of the Agro-Industrial Complex (AIC), we can state the following indicators. Analysis of the available data shows that with the most common measuring instruments in the agro-industrial complex, the physical methods are distributed as follows: High-Frequency (HF) dielcometric – 25%, ultra-high-frequency (SHF) – 15%, nuclear magnetic resonance (NMR) – 20%, infrared (IR) – 20%. Radiometric – 10%, thermophysical – 5%, conductometric – 5%. This distribution does not characterize the efficiency and prospects of methods for this industry, since it is largely associated with such factors as the availability of devices of a certain type, etc. High-frequency dielcometric moisture meters are most widely used in a number of industries.
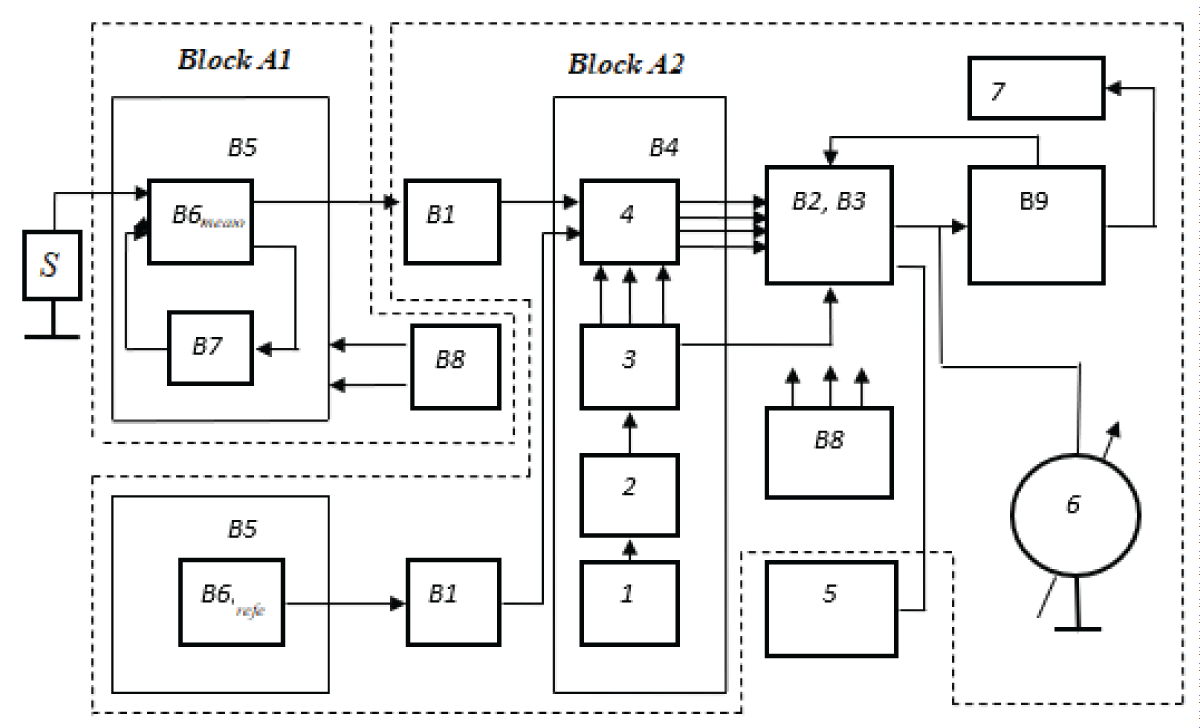
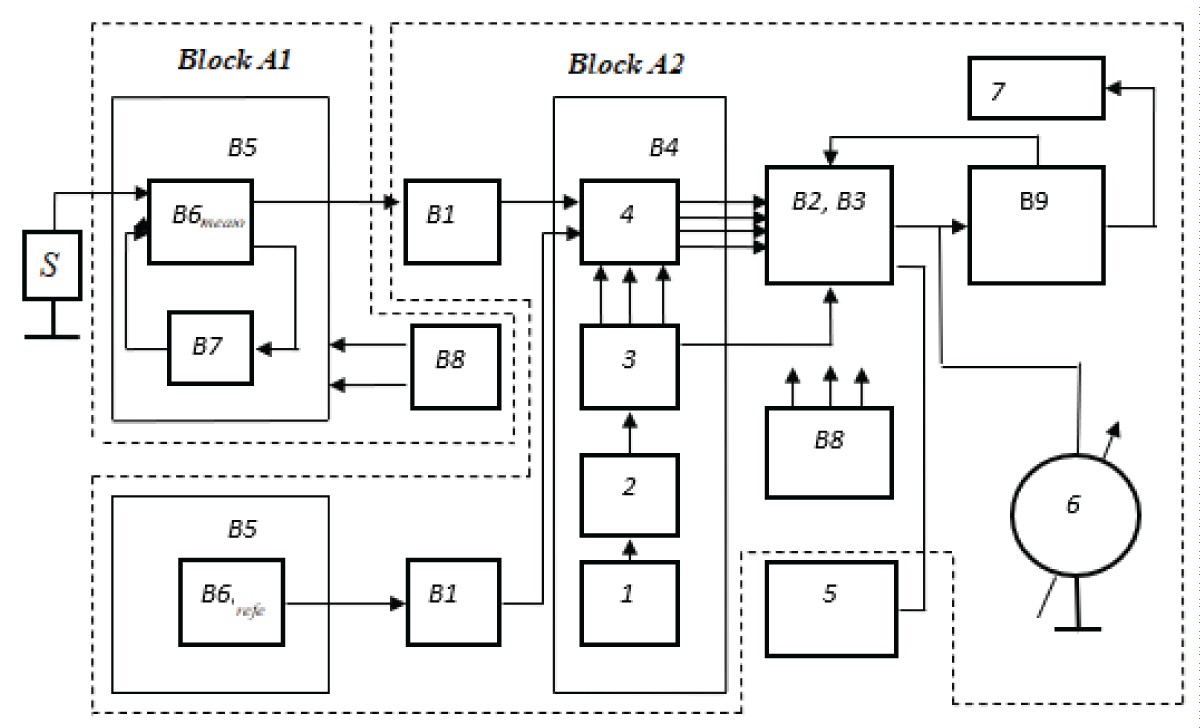
At this stage, the dielcometric method of measuring the moisture content of grain and grain materials was studied. To implement it, a mock-up of a moisture meter operating at a frequency of up to 40 MHz was assembled. The structural diagram of the moisture meter is shown in Figure 1. By placing raw materials with different moisture content and a measuring cell (sensor), the attenuation of high-frequency energy was determined. At the same time, the weight of the attachment was (300 ± 8) grams, which corresponds to a bulk density of 116 kg/m3. The size of the suspension was determined by the maximum capability of the sampler, which is part of the automated information and measuring system, for which a high-frequency moisture meter was intended as a humidity sensor.
Figure 1: Block diagram of a high-degree moisture meter.
The objective of the study is to increase the accuracy of measurement by eliminating technical errors and increasing the reliability of the entire device with the possibility of unification in one-time (laboratory) and continuous (in-line) measurements of the moisture content of the monitored material.
This goal is achieved by the fact that the moisture meter is a device with alternate processing of measuring information coming from the circuits of the measuring and reference high-frequency generators, and the reference generator is placed in the thermostat in order to ensure the stability of the oscillating circuit due to changes in ambient temperature, as well as the presence of parasitic mounting containers, which are not compensated by the circuits of the generators, the identity of the electrical ones characteristics of which cannot be created due to the aging of the circuit elements on the electronic board, contamination in the moisture meter housing, wear of the contact electrodes of the primary transducer (sensor), and the measuring generator is equipped with an active loss stabilizer, which is an electronic circuit for stabilizing the active resistance of the oscillating circuit of the measuring circuit, operating in automatic mode according to the feedback principle, depending on the active resistance electrically conductive material of the communication cord in the wire method of transmitting information from the primary transducer to the measuring circuit, as well as for the possible consideration of the above factors in the process of measuring the moisture content of materials.
The analysis shows that the existing methods of moisture control for the materials under consideration do not meet the requirements of the industry not only in terms of expression but also in terms of accuracy. Related to this are the increased qualities that control devices and especially their sensors must possess as components of automatic systems: high reliability and the associated minimum number of moving parts, perfect dynamic characteristics, interchangeability, minimum dimensions, and weight.
For moisture measurement of similar materials, the lower limit of measurements for moisture control devices can be calculated in tenths of one percent (aluminosilicate catalysts, pigments, fluoroplastic, and other polymeric synthetic materials); The upper limit may be close to 100%, for example, in cotton seeds, grains, the average moisture content is 15%, in plants and other biological objects containing water in the amount of 50% - 80% of the total mass [16].
Let’s take a closer look at some of the moisture measurement tasks related to the method selection of both primary moisture transducers and measurement systems.
For scientific research in many fields, as well as for solving some practical problems, it is necessary to measure the moisture content of solids, i.e. to obtain information not about the integral values of humidity, but about the distribution at individual points of the medium under study.
In this regard, two main components of humidity control devices can be distinguished: the sensor and the measuring device. A sensor is a set of transducers (in most cases, this transducer is not implemented as a separate functional element) and devices for inserting the material under study into the transducer, moving and unloading it; as well as additional devices to obtain information about the values of external influences, or to stabilize and compensate for these influences [17].
When choosing a method [18], the optimal choice of the number of measured parameters of the object of study is of primary importance, ensuring the maximum accuracy of the determined value. In this case, the main criterion of optimality can be considered the minimization of the number of parameters that are most sensitive to the measured value
C = f (W, m, t, x, k, n …).
Where W is the mass ratio of moisture of the material, m is the mass, t is the temperature, x is the nature of the moisture distribution, k is the concentration of electrolytes, and n is the electrochemical criterion of the electrode-material boundary.
In automatic humidity control devices, the operation (continuous or discrete) of the sensor and measuring device does not require human intervention. In non-automatic instruments, the operations required to perform the measurement, or part thereof, (loading and unloading the sample, balancing the measuring device) are performed by the operator; As a rule, these devices are designed for discrete action [19,20].
The main electrophysical characteristics of any substance are specific conductivity (γ) and relative permittivity (ε). In the case of capillary-porous bodies, which include the vast majority of structural building materials, γ, and ε generally depend on many physical and chemical properties. Modern dielectric physics links these dependencies with the basic processes occurring in any real dielectric under the influence of an electric field, i.e., the polarization of molecules and molecular groups, as well as with dielectric losses [21]. At the same time, due to the different physical nature of γ and ε, the relationship between the influence of individual material properties on each of these electrophysical characteristics is also different.
The specific conductivity of γ and the permittivity of ε are included in the well-known equations of field theory by proportionality coefficients [22]:
(1)
where
and
are the vectors of electric field strength, electric induction, and electric current density, ε is the permittivity, respectively.
(2)
where δ is the current density; γ is specific conductivity.
Then for (1), and (2)
(3)
where Q is the amount of electricity;
S is the equipotential surface.
> (4)
where g is conductivity.
Using (2) and (3), we get
(5)
From (5) it follows that the same shapes and sizes of transducers, the numerical values of conductivity and capacitance must be related by the relation. Under the influence of an external alternating electric mole in the material, both an ordered movement of charges (conduction current) and a spatially limited displacement of charges (displacement currents) occur simultaneously
.
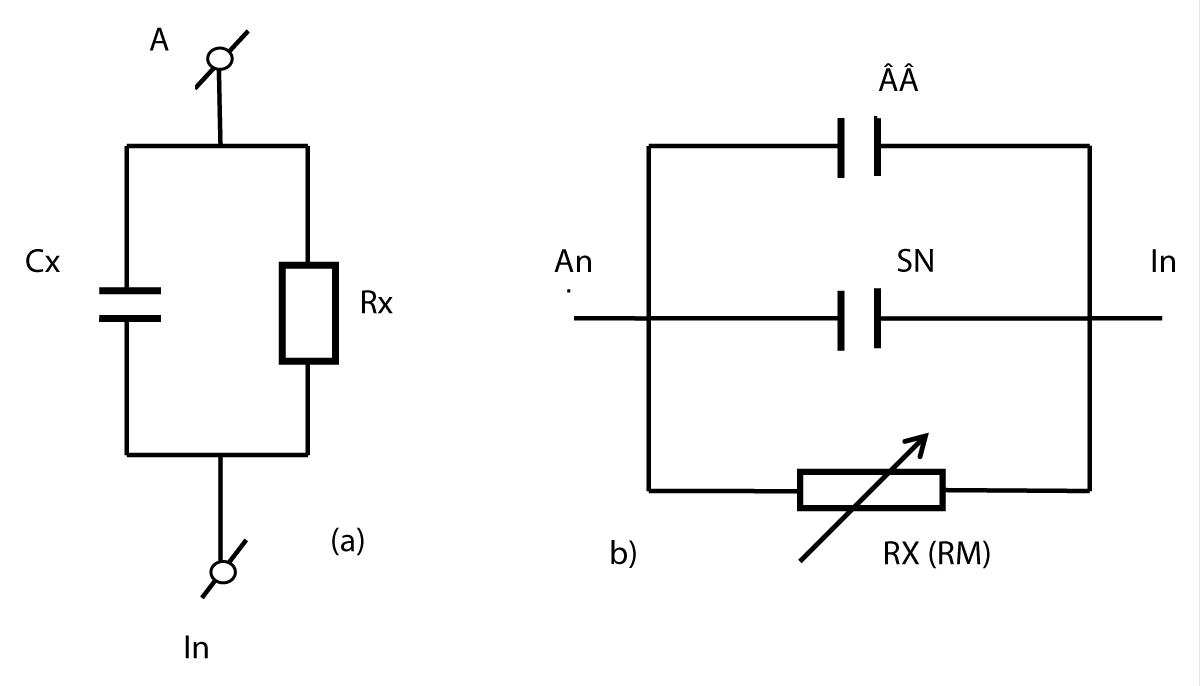
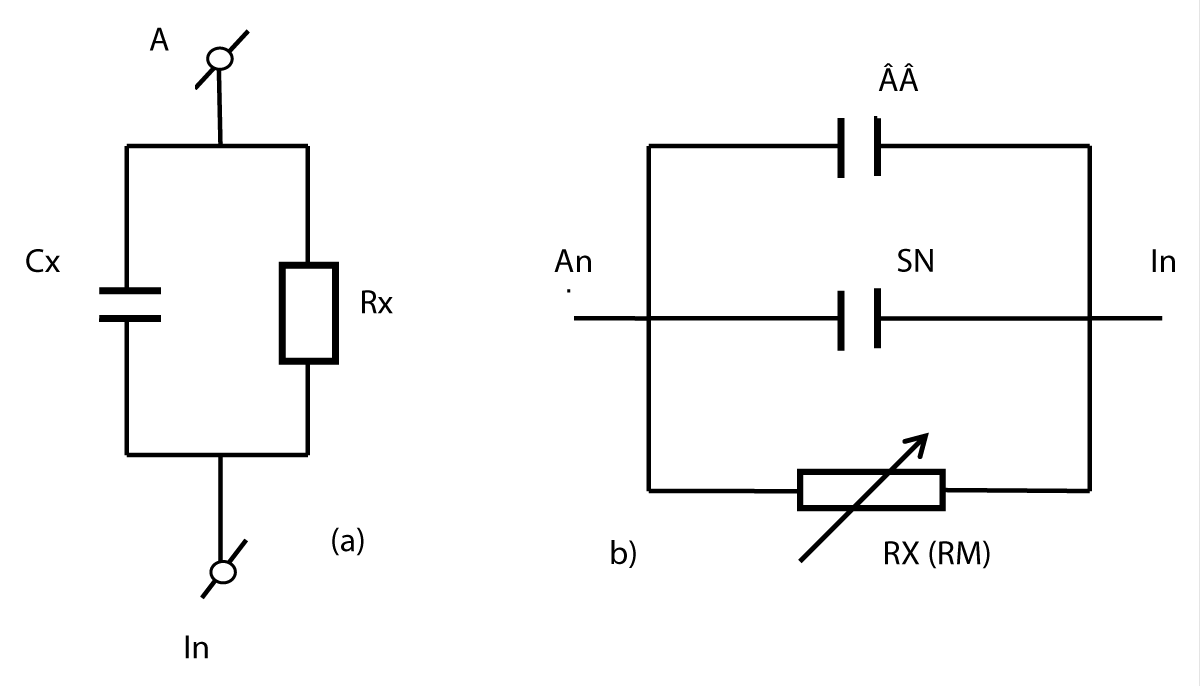
In the dielcometric method, the converter of humidity into an electrical value is a capacitive capacitor sensor of one design or another, in the electric field of which there is a certain volume of the material under study. In order to analyze the relations between the input and output values of such a transducer, we move from the concepts of field theory to the concepts of the theory of circuits [23], which proceeds from the approximation of a real physical object by its electrical model, i.e. a scheme for replacing this object with idealized elements of an electric circuit (resistances, capacitors, etc.).
The scheme of substitution of a capacitive sensor with a moisture-containing material, which has become the most widespread so far, is the parallel connection of the capacitance Cx with the resistance Rx (Figure 2).
Figure 2: Block diagram of a high-degree moisture meter.
When such a circuit is connected to an AC voltage source
with a frequency, the total current in the circuit is expressed as: ω
(6)
The expression in parentheses characterizes the total (complex) conductivity of the capacitive sensor with the material at the frequency. The identity of the expressions for the full current through the real capacitor and its electrical model provides a formal basis for such an approximation. The transition from the specific electrophysical properties of the material γ and ωε to the measurable characteristics of the capacitive sensor Rx and Cx is carried out using the constant k:
(7)
The value k is characterized only by the geometric dimensions and shape of the capacitor, and for a particular transducer (sensor) is a constant having the dimension of a unit of length.
Thus, technically, the task of measuring humidity by the dielcometric method is reduced to measuring the capacitance of the transducer (sensor). Particular attention should be paid to the fact that in order to realize the advantages of the dielcometric method, the result of capacitance measurement Cx should not be affected by the value of Rx, i.e., the measurement method should provide the value of the “true” capacitance. Failure to take this circumstance into account, along with the arbitrary choice of field ω frequency, leads to an almost complete loss of the advantages of the dielcometric method of moisture measurement in comparison with the conductivity method and to misconceptions about the metrological characteristics of the dielcometric method [24].
The high-frequency electric field is generated by a generator with a net power of ±100 V, with a frequency of 40 MHz. It should be noted that the calibration characteristic of the method, in fact, is a mathematical model of the object of measurement, obtained from the results of specially organized experiments, and the issues of metrological accuracy are the issues of adequacy of the model to the results of experiments with a given confidence accuracy of their description.
Therefore, it is necessary to strive to ensure that the accuracy of moisture measurement approximates or at least is commensurate with the accuracy provided by the thermogravimetric method. In Figure 2. A block diagram of a high-frequency moisture meter based on the dielcometric (high-frequency) method of measuring the moisture content of materials is presented.
A moisture meter can be accessed in operation and moisture measurement [25,26], both in the field and in the laboratory, with the following metrological characteristics
1. Humidity measurement range. Taking into account that the enterprise receives freshly harvested grain and its moisture content is in the range of 14% - 18.0%, before processing, its moisture content is reduced to 8... 12%, then for this case the measurement range can be selected within 8... 18,5%;
2. Measurement error: for in-line measurements, it should not exceed 0.5%; for discrete measurements up to 1.0%;
3. Measurement speed. At grain velocity and flow, the measurement interval is from 0.5 ... 1.0 sec.
4. Operating temperature range ±5 to + 50 °C
5. Operating Mode: Discrete-Continuous
6. Compensation for the effects of temperatures. The installed thermistor is designed for temperatures up to 60 0C.
7. Types of output interfaces: (4...20mA, MODBUS RTU) should be connected to ICS systems.
At present, there is no single series of humidity control devices as part of modern I&C systems that have standard dimensions and cover all the conditions of humidity measurement that are encountered in practice. This situation is due to the fact that the distinctive features of the different moisture measurement conditions have not been analysed and systematized. Methodologically, there is no unified approach to various principles of moisture meter design in order to determine the parameters common to all types of devices, which facilitates the selection and recommendations for operation in specific technological conditions [27].
In analytical measurements, such as humidity measurements, however, the large number of different non-informative parameters influencing and the instability of the design characteristics of the designed primary measuring transducer (PMT) in many cases leads to significant errors. Analysis of the results of a number of researchers shows that the change in moisture content of various bulk dispersed materials with a probability of P(x) = 0.9 occurs from 0.2 to 30%, and most of the technological requirements are satisfied by moisture measurements with an error of 0.5% to 1.5% [28].
In this regard, in order to obtain a reliable result, it is of particular importance to determine the requirements for the design and use of the PMT as part of the Automated control system.
Based on the results of the above analysis of the existing methods and means of measuring the moisture content of grain and grain products, we made a choice in favor of the capacitive (dielcometric) method due to the relative simplicity of the implementation of the meter, its low cost in combination with high metrological characteristics, and wide opportunities for improvement [29].
Taking into account that in the field of instrumentation support for grain moisture control, which is aimed at finding the signs that are most closely related to moisture, the analysis of methods and measuring instruments, the justification of optimal options for measuring devices, mathematical modeling and automatic control of technological processes, the development of means of metrological support of devices during their operation. For this purpose, [30-32] a number of requirements for PMT have been developed, including:
Constructive
− The PIP must ensure an equilibrium between the physicochemical properties of the test material and the sensor wall material in order to obtain the stability of the wet material property in the PMT; − The PMT material must be resistant to chemical attack, both in the environment and in the material being controlled; − The design and material of the PMT electrodes should ensure a minimum air gap between the electrodes and the surface of the tested material and eliminate the influence of external factors (temperature, backfill density, chemical composition, etc.) of the PIP characteristics; − When measuring humidity under operating conditions, it is necessary that the PMT is resistant to both mechanical stress and the influence of electromagnetic fields, temperature, humidity, etc.
Circuitry
− The PMT should have either a linear humidity-output relationship or a polynomial relationship with the possibility of introducing polynomial coefficients; − The PIP shall have a standard output signal that meets the requirements of the secondary transmitter.
Operational
− PMT should have small weight and size parameters; − The PIP should have a “low” labor intensity of installation and maintenance, that is, it should be able to be quickly replaced.
Metrological
“The most important problem in the use of sensors is to ensure the constancy of the sensitivity, which should depend as little as possible on other physical quantities that characterize not the object itself, but its environment. − In static mode, linearity is determined by the presence of a rectilinear section of the static characteristic. The benefit of linearity is obvious. In the case of the nonlinearity of the sensor, it is advisable to make the measuring circuit linear, including corrective elements. This procedure is linearization; − Performance is a sensor parameter that allows you to evaluate how the output value follows changes in the measured value over time. The contribution of transient regimes should be kept to a minimum; − Stability reflects the constancy over time of the metrological parameters of the sensor.
The results of the research showed:
- Ability to synthesize new measuring blocks of material moisture control devices that provide moisture content measurements with high accuracy; - optimize for such a system of coplanar sensors in the form of ring electrodes; - the absence of the necessary introduction of influencing factors and correction to the measurement results in the real measurement range and their operation as part of the process control system.
The design features of the primary transducer allow the sensor to be used on the conveyor belt for a long time without deterioration of its parameters with a minimum error of the measured value of the dielectric constant, and, consequently, the value of humidity in the sample during laboratory measurement or the volume of the sample in the measurement area on the conveyor belt. Thus, the operating state of the sensor in the moisture measurement area of the bulk material ensures a discrete-continuous process of monitoring the moisture content of the material on the conveyor line, and all elements that ensure the stable position of the sensor above the feed flow on the conveyor belt correspond to the measurement process, after which the device returns to its initial state.
With a continuous flow of material on the conveyor belt or conveyor belt within the operating limits of the density of the sample material to be measured, the working depth of the sensor electrodes will change together with the outer surface of the base of the cylindrical hopper. In order for the change in the depth of immersion of the sensor to have practically no effect on the moisture measurement, the output high-frequency coaxial communication cable must be connected to the measuring electrodes at the level of these electrodes, since such a connection of the coaxial communication cable with the ring electrodes eliminates the vertical component of the electromagnetic field EEMF of the sensor. Therefore, changing the operating depth of the primary transducer (sensor), which is a cylindrical hopper, introduces almost a minimum error in moisture measurement with a continuous flow of controlled bulk material.
The use of an arithmetic transducer based on a reversing counter in the device for measuring the monitored parameter makes it possible to minimize the error of the measured humidity value by using digital-to-analog and analog-to-digital converters connected by feedback to the arithmetic transducer.
Thus, the reliability and accuracy of the measurement for the claimed bulk material moisture meter consists of three main factors:
- No adhesion of the material to the sensor sole;
- Minimal wear of electrodes during measurement
- Connection of the high-frequency coaxial communication cable to the measuring ring electrodes at the level of installation of these electrodes in the base of the sensor.
Based on the analysis, the materials of this article discuss the study of capacitive sensors. A large number of studies have been devoted to the study of capacitive sensors [33-40]. Analysis of these works allows us to formulate general requirements for the structural forms of sensors:
1. Ensuring the stability of the conversion C = f(W) in time, i.e. the mechanical and thermal stability of the intrinsic capacitance.
2. Small size and weight.
3. Corrosion resistance.
4. Mechanical strength.
5. Manufacturability.
Taking into account that we are dealing with such materials as grain and products of their industrial processing (grain, flour, butter, margarine, etc.), in addition to the above, certain requirements are required, for example, for flow sensors, the condition of minimum hydraulic resistance of the flowing fluid and mechanical strength must be met in order to withstand the pressure of the flowing liquid.
The design of the sensors should be easy to clean and monitor during operation since most measuring devices can contaminate the sensor parts that come into contact with the material being monitored. This condition is especially important when working with substances of high viscosity, which include cottonseed oil and margarine.
An important factor to consider when designing capacitive sensors is that they can be used without first measuring or weighing the monitored material with which the sensor is filled.
The use of microprocessors occupies a special place in terms of the efficiency of measuring devices, which will increase the accuracy of devices, expand functionality, simplify work management, and increase reliability and speed [41-45]
The need to use microprocessors in the considered measuring instruments is determined based on the following requirements:
- Ability to expand the scope of application;
- Implementation of calibration characteristics for various materials without changing the measuring scheme;
- Ability to correct moisture measurement results taking into account non-informative parameters of materials;
- Automatic selection of the measurement range;
- Automation of the measurement process and pro-cessing of results;
- The ability to receive output information in various forms;
- Possibility of automatic adjustment and periodic verification of the measuring device of the device.
Metrological characteristic of measuring instruments is a characteristic of one of the measurement properties that affect the measurement result or its error.
Verification of metrological characteristics is carried out in accordance with the specified methodology in the State System for Ensuring the Uniformity of Measurements. The moisture content of grain and products of its processing. [Electronic resource] [46].
1. The analysis of the physical and chemical processes of moisture interaction with the material under study, and the existing technological processes of humidity control methods has led to the conclusion that the dielcometric control method has the greatest functionality, which can be implemented by various options of devices with digital information processing.
2. From the analysis of the existing methods of humidity control, it follows that the dielcometric method is the most promising from the point of view of its improvement, namely, the use of different frequencies to increase the reliability of measurement results, and the mass of the analyzed sample ensure the representativeness of the tested material.
3. In order to design humidity measuring transducers, and select their parameters and information processing algorithms in the system, it is necessary to develop mathematical models of physical processes of humidity control.
4. For operational control of humidity, it is most expedient to use indirect methods of humidity measurement, among which, due to their high speed, the most effective are electrical methods that allow automation of the process of humidity measurement, quickly and reliably transmitting, fixing and visually displaying measuring information.
5. The most reliable method for online measurement of the moisture content of most materials is the dielcometric method, which has a high sensitivity to changes in the moisture content of materials in the range from 1% to 40% and a fairly high accuracy of measurements. Therefore, it is advisable to develop automated humidity control systems based on the dielcometric method.
6. The technical device for measuring humidity carrying out this method should be portable, fast-acting, provide ease of processing and convenience of presentation (digital output) of measurement results, and should also ensure control of influencing factors, such as temperature, particle size distribution, density, and their correction in determining humidity.
Iskandarovich KA. Analysis of the State of Moisture Control to Ensure and Regulate the Quality of Grain and Grain Products. IgMin Res. 16 Apr, 2024; 2(4): 228-235. IgMin ID: igmin170; DOI:10.61927/igmin170; Available at: igmin.link/p170
Address Correspondence: Kalandarov Palvan Iskandarovich, Doctor of Technical Sciences, Professor, National Research University, “Tashkent Institute of Irrigation and Agricultural Mechanization Engineers”, Tashkent, Republic of Uzbekistan, Email: [email protected]
How to cite this article: Iskandarovich KA. Analysis of the State of Moisture Control to Ensure and Regulate the Quality of Grain and Grain Products. IgMin Res. 16 Apr, 2024; 2(4): 228-235. IgMin ID: igmin170; DOI:10.61927/igmin170; Available at: igmin.link/p170


 スキャンしてリンクを取得
スキャンしてリンクを取得